项目背景

某环保能源企业,为当地处理各类垃圾进行焚烧发电的基地,日处理生活垃圾1000余吨。厂区仓库内堆放大量待焚烧垃圾,垃圾堆积发酵产生易燃气体,有较大的火灾安全隐患,同时充满有毒有害气体。
现状与问题

- 充满可燃气体,已发生火灾事故
- 环境恶劣,含有毒气体
- 人工巡检实时性差,隐患发现不及时
项目需求
实时监测垃圾池内的温度,记录和查看温度情况
当存在温度异常时,发出报警信号
接入视频系统,大屏实时展示
接入消防系统,发生燃火时联动消防炮工作
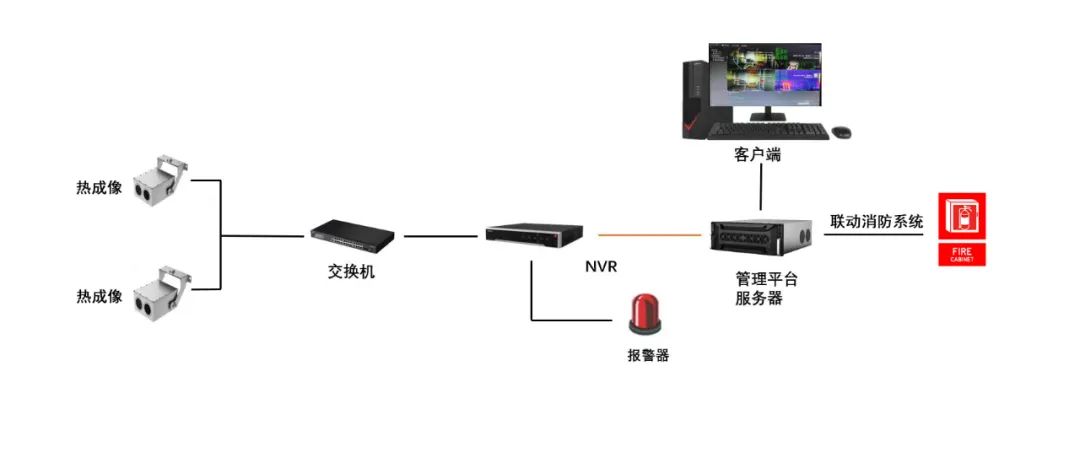
解决方案
采用2台热成像双光谱防爆筒机,安装于垃圾仓库内,后端接入厂区内的视频、报警、消防等系统。
热成像24小时实时监测仓库内垃圾的温度,将视频画面和温度信息传输至控制室大屏内,自动测温和报警。
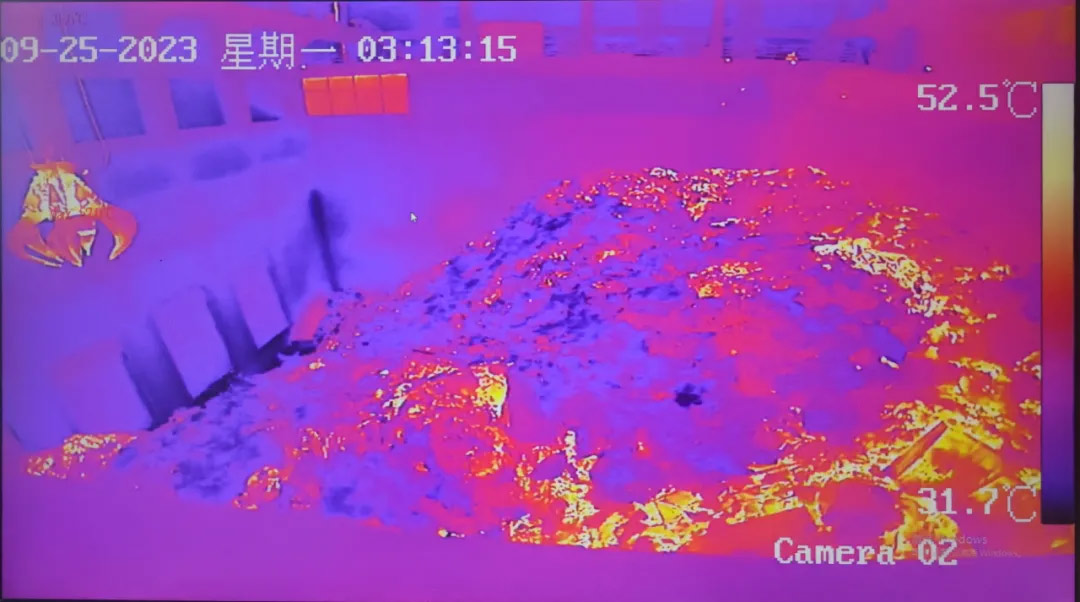
效果展示
大屏输出

实时测温
项目价值
安全生产
实时监测代替人工巡检,提质增效,极大减少安全事故发生
智能化管理
远程控制和管理,自动测温报警,支持数据记录和导出